5S je skup pravila za organizaciju radnog mjesta svakog radnika. Cilj
je da svako radno mjesto bude organizirano tako da bude maksimalno efikasno i
ubrza i olakša rad radniku. 5S je sigurno najprepoznatljivija tehnika LEAN
koncepta, jer ju je najlakše primijeniti i rezultati bivaju vidljivi gotovo
trenutno. Preko 5S pravila organizacije radnog prostora najlakše se svim
zaposlenicima objašnjava čitava LEAN filozofija eliminacije gubitaka u
poduzeću.
5S ima cilj da maksimalno racionalizira prostor poduzeća i da eliminira
nepotrebne pokrete radnika tako što će sav potreban alat biti na svom mjestu,
jasno obilježen i uočljiv, čist i uvijek spreman za upotrebu. Slijedeći cilj 5S
je da radnici sami vode računa o svom radnom mjestu i mašinama na kojima rade i
na taj način doprinesu totalnom produktivnom održavanju.
5S sprovode timovi i redovna je praksa da manageri ocjenjuju i
nagrađuju najbolje timove na mjesečnom nivou. Potrebno je istaknuti da 5S ima
jako bitnu ulogu kod sigurnosti na radnom mjestu, tako da i taj dio manageri
ocjenjuju (npr. ako u 3 mjeseca ne bude nikakvog sigurnosnog incidenta, radnici
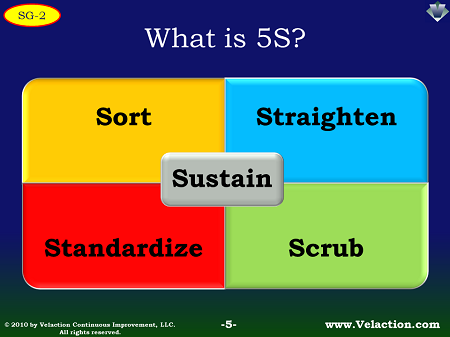
dobivaju premiju). 5S iz LEAN koncepta potiču iz japanskog jezika tako da 5
japanskih riječi na slovo S opisuju načela 5S tehnike:
Seiri – Sort – sortiranje
Seiton – Straighten – red
Seiso – Scrub – čišćenje
Seiketsu – Standardite – standardizacija
Shisuke – Sustain – samodisciplina
Seiri – Sort – sortiranje
-
potrebno je identificirati sve stvari nepotrebne
za rad, odnosno proizvodnju i eliminirati ih iz radnog prostora
-
odabrati alat neophodan za rad
-
alat i materijali koji nisu često korišteni
spremiti u zasebna spremišta
-
stvari koje se uopće ne koriste baciti
-
na samo da je pogon očišćen od smeća, zastarjelih
predmeta, naprava, otpada i sl., već je oslobođen prostor i lakše je pronaći
potrebne stvari
Seiton – Straighten – red
-
stvari moraju biti sistematski posložene, tako da
ih možemo jednostavno koristiti, te da ih svatko može lako pronaći
-
alati koji se koriste zajedno, moraju biti i
smješteni zajedno
-
često korišten alat mora biti smješten u blizini
mjesta gdje se koristi
-
etiketiranje: bez označavanja se vrlo lako
zaboravlja gdje stvari stoje
-
ergonomija: često korišten alat treba biti
smješten na lako dostupnom mjestu i da se izbjegne nepotrebno saginjanje,
istezanje ili pretjerano hodanje
-
stvari kasnije treba jednostavno vratiti na
njihovo mjesto – posebno je bitno da označavanje bude razumljivo i jednostavno
-
često korištena oprema, alat i materijali, a
naravno i njihovo mjesto skladištenja moraju biti jasno označeni
Seiso – Scrub – čišćenje
-
stvari i radni prostor treba održavati i čistiti;
otpad i prljavština na radnom mjestu su neprihvatljivi
-
nije dovoljno jednom očistiti i urediti radni
prostor i pribor
-
nužno je redovno čićenje, obično na dnevnoj bazi,
jer se u suprotnom sve vraća na staro
Seiketsu – Standardite – standardizacija
-
u ovom koraku uspostavljamo standardne rutine i
pretvaramo ih u navike
-
jedan od najvećih problema je kako izbjeći
vraćanje starim navikama
-
za početak je dobro postaviti pisane standarde
-
najbolje je napraviti procedure na plakatima
(uočljivi natpisi)
Shisuke – Sustain – samodisciplina
-
sustain ili samodisciplina je najkompleksniji
zadatak jer nije dovoljno povremeno počistiti radno mjesto kako bi odali dojam
organizacije i čistoće, već je potrebno održavati taj red i prilagođavati se
novonastalim uvjetima